YASDA
GT30

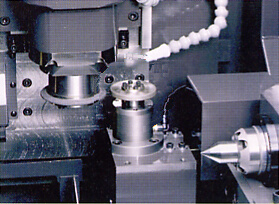
| ☆1 砥石軸スピンドル |
☆2 砥石軸シフトスライド(Y軸) |
☆3 高剛性切込みスライド(X軸) |
| スピンドルにはビルトインタイプの
スピンドルモータを組込み、軸受には
ミクロンフォグ潤滑を行なっています。
熱変位を少なくするために、
モータ部及び軸受け部の外周を
冷却しています。
|
砥石と歯ミゾの位置合わせや
粗、仕上げ用砥石の設定の切替えを
行います。
|
砥石に切込みを与えるスライド(コラム)は、
砥石旋回台を十分な剛性で支持しています。
|
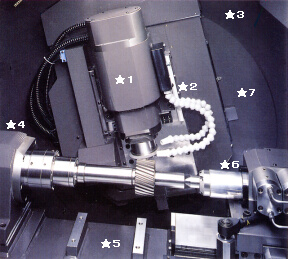
| ☆4 インデックス台(C軸) |
☆5 送りスライド(Z軸) |
☆6 心押台 |
☆7 砥石軸旋回台(A軸) |
|
高精度輪入りだしを実現した
インデックス台には、大径の
複リードウオームホイールを
使用し、バックラッシュを少な
くしています。
|
剛性の高いスライドは、インデックス台と
心押台を高精度に維持します。
|
クイルの出入りとクランプは油圧駆動で行います。
センターの押付け力は油圧調整で変更することが
できます。
|
高剛性の軸受けで支持された
旋回台は、ねじれ角に対して
割出され、操作盤上の
マニュアル操作でコラムに
固定することができます。
研削が可能な旋回角度は±90°
です。
|
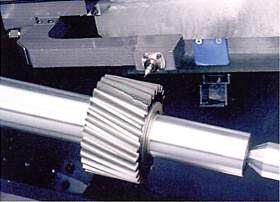
| ■自動噛合わせ装置 |
| ●タッチプローブで歯車の歯溝の中心を計測し、歯車の割出し原点を決定します。 |
| ●自動噛合わせの際の計測歯数はm、対話画面上で任意に設定することができます。 |
|
|
|
|
 |
| ■ツルーイング装置 |
| 外径φ85×幅10mmのダイヤモンドロータリードレッサで、2種類のコーナーRのものが用意されています。 |
|
簡単!やさしい!「支援ソフトウエア」
インボリュート平・はすば歯車の支援ソフトウエアは、対話方式で「砥石形状解析」と「歯面修整」「加工プログラム編集」「プログラム管理」「砥石データ管理」を簡単に行うことができます。
また、任意歯形やねじ歯車については、「砥石形状解析」と「加工プログラム編集」「プログラム管理」「砥石データ管理」を行うことができます。歯すじ修整は、簡易的に行うことができます。
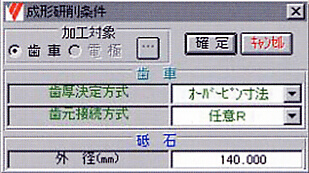
1砥石形状解析
砥石系所迂回席は、歯車の諸元、歯形修整量を入力することで、平・はすば歯車の砥石形状を計算し、ドレスプログラムを作成します。
歯形修整には5種類の入力パターンとフレキシブル型が有ります。
入力は作用線長さに沿って修整量を入力します。歯先Rや面取り、歯元Rのなめらかな接続も行います。
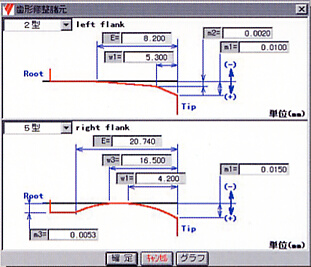
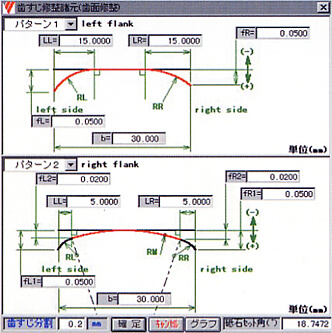
2歯面修整及び歯すじ修整
歯面修整は、歯形と歯すじ方向に3次元的に修整するプログラムを作成し、歯面の形状のシミュレーションをして確認することができます。
歯すじ方向のみの修整を両歯面同時研削で簡易的に行うこともできます。
3種類の入力パターンとフレキシブル型があります。
| 歯面修整の入力 |
 |
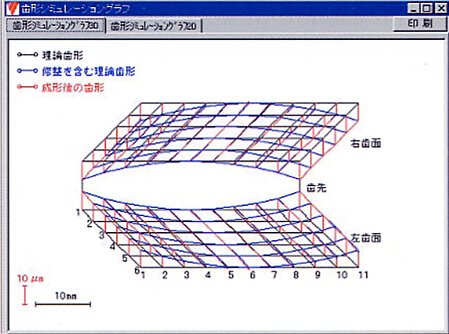 |
歯形解析シミュレーション |
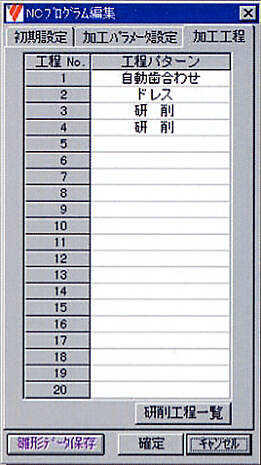
3加工プログラム編集
加工プログラム編集は、自動噛合わせ、研削、ドレスの動作を組み合わせて工程を編集し、研削パターンや歯車の取付位置データ、研削条件、ドレス条件を選択または入力することで必要なプログラムを作成します。
| NCプログラム編集 |
 |
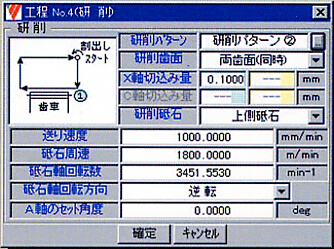 |
研削・(ドレス)工程編集 |
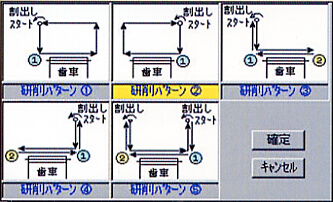 |
研削パターン選択 |
4プログラム管理
プログラム管理は、加工データを検索して加工情報を使うことができます。砥石管理は最新の砥石形状と寸法を管理して、加工位置の自動補正を行います。砥石を別の歯車に流用する時は、砥石の形状比較を行うことができます。
歯車制度検査の成績事例
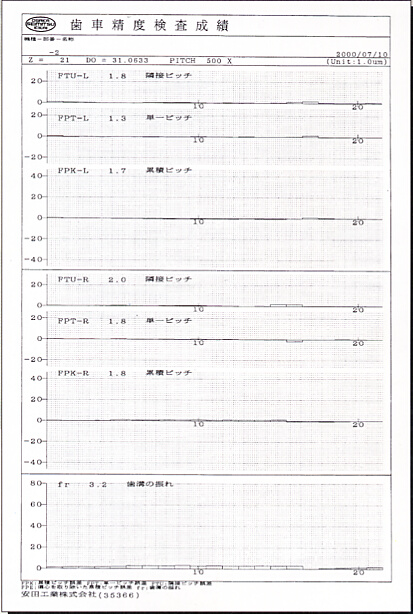
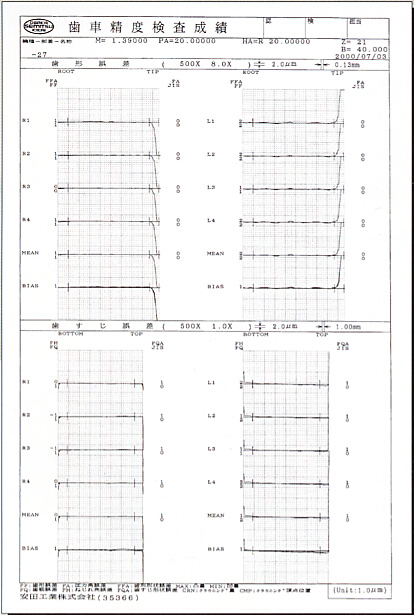
JIS N1級~N4級の高精度歯車を総形研削
|
総形研削方式でJISN1級~N4級の高精度歯車を効率よく研削することができるとともに、
歯すじ修正や修正歯形を持つ歯車の研削も容易に行うことができます。
高精度・高能率成形歯車研削盤は、①歯形修正が容易に行なえること。②試作後の微調整が
機械上での砥石成形によって短時間に行なえること…などによって、
高精度歯車や小モジュール歯車、任意歯形の歯車製品などの製作に容易に対応でき、
マスターギヤ、小・中量生産の歯車研削、プラスチック金型用の電極歯車、鍛造型の歯車の製
作などにも多く用いられています。
|
主な特徴
|
機械運動の正確な動機を、直線軸:0.0001mm、回転軸:0.0001°の最小分解能で実現
|
|
切込み軸(X軸)、砥石のシフト軸(Y軸)、研削送り軸(Z軸)の直線3軸と、砥石取付け核の設定軸(A軸)、
歯車の割り出し軸(C軸)の回転2軸の5軸NC制御は、ハイデンハイン社製光学式のリニアスケールとロータ
リーエンコーダを用い、ダイレクトに0.0001mmと0.0001°の分解能で制御し、直線軸と回転軸の正確な
動機を高精度に実現しています。
|
|
熟練なして高精度の歯車研削が可能
|
|
高精度な歯車の成形には、機械の同期運動や砥石とワークの相対的な同期運動の正確さとともに、ワークを
保持するジグとチャックの剛性が高く簡単に精度よく取り付けられることが必要です。
GT-30は、2面拘束の剛性の高いチャックとそれに対応したジグの採用で高精度な歯車研削を熟練なしで
可能にしています。
|
|
機械上のロータリードレッサで高精度に砥石を成形
|
|
砥石形状の保持寿命を長期間維持するため、ダイヤモンドロータリードレッサを採用。砥石成形には、Y軸と
Z軸の2軸を使用して行います。従ってシンプルな機械構造で高精度な成形を行なうことができます。
また、ツルーアの着脱部にはカービックカップリングを採用し、高い繰返し取付け制度を維持しています。
|
|
スピンドル剛性の向上と万全の熱変位対策を実現
|
|
砥石軸は、ビルトインタイプのスピンドルモーターを組込み、スピンドル剛性の向上を図っています。
また、ベッド面に研削液が直接かからないように配慮するとともに、研削液の温度コントロールと研削軸の
冷却を行なうなど充分な熱変位対策を施しています。
これによって、コールドスタートでも高精度研削を可能にしています。
|
|
プログラミングは対話方式の支援ソフトで簡単
|
|
難解な「はすば歯車」の砥石形状や歯面修正の解析とプログラム編集は「成形加工システム」の支援ソフト
ウエアを使うことにより対話方式の操作で簡単に行なうことができます。
|
|
自動噛合わせ装置によって、歯車の割出し原点を容易に決めることができます。
|
|
CBN砥石による量産への対応も可能
|
|
高出力のスピンドルモータの採用と高い機械剛性によって、CBNと意思で歯底研削を含んだ高能率研削を可能
にしています。
|
SPECIFICATIONS
※本仕様は予告なく変更することがあります。
| 1.機械本体仕様 |
| 1-1 | 加工能力 |
| 加工最大外形 | 300mm |
| 加工最大歯幅 | 350mm |
| ワーク最大長さ | 560mm |
| 加工最大モジュール | 8mm |
| 加工最小モジュール | 0.3mm |
| 歯数 | 4~1000 |
| ねじれ角 | ±90° |
| ワーク最大質量(取付け金具含む) | 40kgf |
| 1-2 | 移動距離 |
| 砥石軸スピンドル前後(X軸) | 275mm |
| 砥石軸スピンドル上下(Y軸) | 110mm |
| テーブル左右(Z軸) | 450mm |
| 砥石軸スピンドルとワークスピンドル(C軸)との中心距離 | 25~300mm |
| 1-3 | 送り速度 |
| X、Z軸送り速度 | 1~10000mm/min |
| Y軸送り速度 | 1~5000mm/min |
| A軸割出し速度 | MAX.2min-1 |
| C軸割出し速度 | MAX.20min-1 |
| 1-4 | 最小設定単位 |
| X、Y、Z軸 | 0.0001mm |
| A、C軸 | 0.0001° |
| 1-5 | 機械本体質量 | 8000kg |
| 1-6 | 電源容量 | MAX.36kVA |
| 2.数値制御装置 |
| 型式 | FANUC 150MB |
| 3.機械本体標準付属品 |
| 3-1 | 砥石軸スピンドル | 1式 |
| 砥石寸法 | φ50~φ230mm |
| 回転数 | 2000~12000min-1 |
| 3-2 | 潤滑装置 | 1式 |
| 3-3 | 油圧装置 | 1式 |
| 3-4 | スピンドル冷却装置 | 1式 |
| 3-5 | クーラント装置(液温調整装置付き) | 1式 |
| 3-6 | クーラントセパレータ | 1式 |
| 3-7 | オイルミストコレクター | 1式 |
| 3-8 | 自動噛合せ装置 | 1式 |
| 3-9 | ツルーイング装置 | 1式 |
| 3-10 | マンドレルチャック | 1式 |
| 3-11 | センターホルダ | 1式 |
| 3-12 | ケレー&ドッグ | 1式 |
| 3-13 | スプラッシュガード | 1式 |
| 3-14 | インボリュート平、はすば歯車の成形砥石解析ソフト | 1式 |
| 3-15 | 歯すじ修整ソフト | 1式 |
| 3-16 | 砥石データ管理ソフト | 1式 |
| 4.特別付属装置 |
| 4-1 | インボリュート平・はすば歯車の歯面修整ソフト | 1式 |
| 4-2 | 任意歯形平・はすば歯車の成形砥石解析ソフト | 1式 |
| 4-3 | インボリュートねじ歯車の成形砥石解析ソフト | 1式 |
| 4-4 | 予備ダイヤモンドロータリードレッサ | 1式 |
| 本社・工場 |
〒719-0303 |
岡山県浅口郡里庄町浜中1160 |
TEL0965-64-2511(代) |
FAX0865-64-4535 |
| 南関東営業所 |
〒226-0026 |
横浜市緑区長津田町5289 |
TEL045-923-1285(代) |
FAX045-923-1295 |
| 東京北営業所 |
〒330-0034 |
埼玉県大宮市土呂町1-12-2(イントロ112) |
TEL048-653-4551(代) |
FAX048-652-9356 |
| 名古屋営業所 |
〒461-0005 |
名古屋市東区東桜2-9-34(成田ビル高岳) |
TEL052-930-1301(代) |
FAX052-930-1305 |
| 大阪営業所 |
〒530-0001 |
大阪市北区梅田1-3-1-1000(大阪駅前第一ビル) |
TEL06-6341-1661(代) |
FAX06-6348-0737 |
| 長野営業所 |
〒390-0875 |
長野県松本市城西1-2-19(まきはビル) |
TEL0263-37-5123(代) |
FAX0263-37-5124 |
| 仙台営業所 |
〒980-0011 |
宮城県仙台市青葉台上杉5-1-1(上杉五番館) |
TEL022-713-6651(代) |
FAX022-713-6650 |
| * 本カタログの製品、付属するソフトおよびそれにかかわる役務は、日本政府の「外国為替および外国貿易法」の規制貨物および技術に該当します。 |
| 輸出する場合は、同法に基づく日本政府の許可が必要です。 |