Gear Navigation System によるホーニングシミュレーション
B1. はじめに
ホーニング加工において被削歯車と異なる諸元のドレスギヤや,バイアス修整等の複雑な修整を施したドレスギヤを使用する場合があるが,正確に歯形が加工されるか否かは実際に加工してから検査をして判断しているのが現状である.
今回,被削歯車と諸元の異なるドレスギヤを用いたときの歯形 をGear Navigation System でシミュレーションした結果を報告する.
B2. Gear navigation system の概要
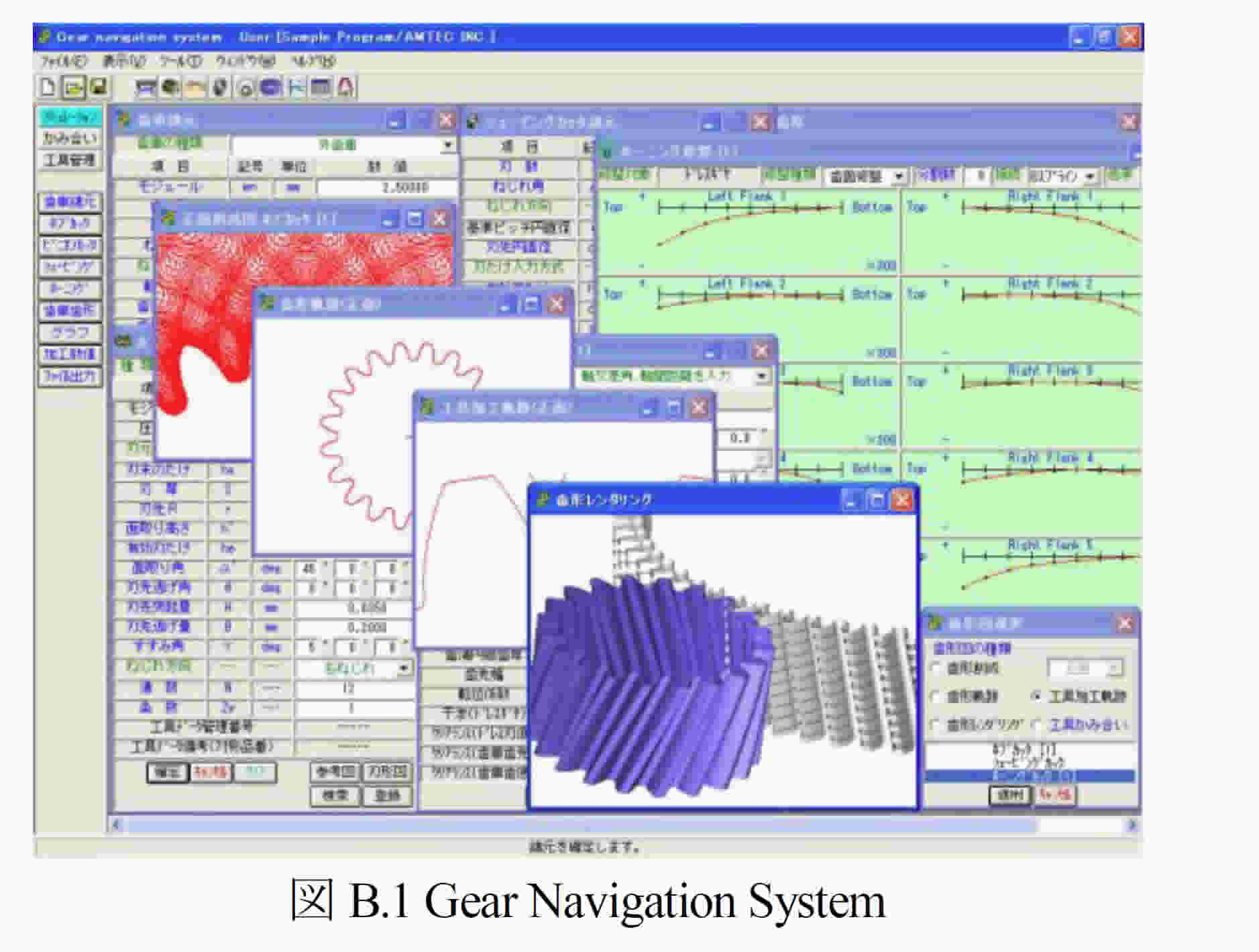
Gear Navigation Systemは,ホブカッタ,ピニオンカッタ,シェービングカッタ,ホーニングの各工具による歯車加工形状解析と,そのかみ合いのシミュレーションをすることができる.また,データベースによる工具管理機能を有し,条件に見合う工具を共用計算することにより検索することができる.
歯車加工シミュレーションは,歯面,歯元,歯先,面取り形状と各数値の計算,特にホーニングでは,歯形修整,歯すじ修整,歯面修整後の形状を解析しグラフ表示することができる.更に,かみ合いシミュレーションでは,加工後の歯形をかみ合わせて歯当たりを観察することができる.図B.1にGear Navigation Systemの画面を示す.
B3. 加工手順
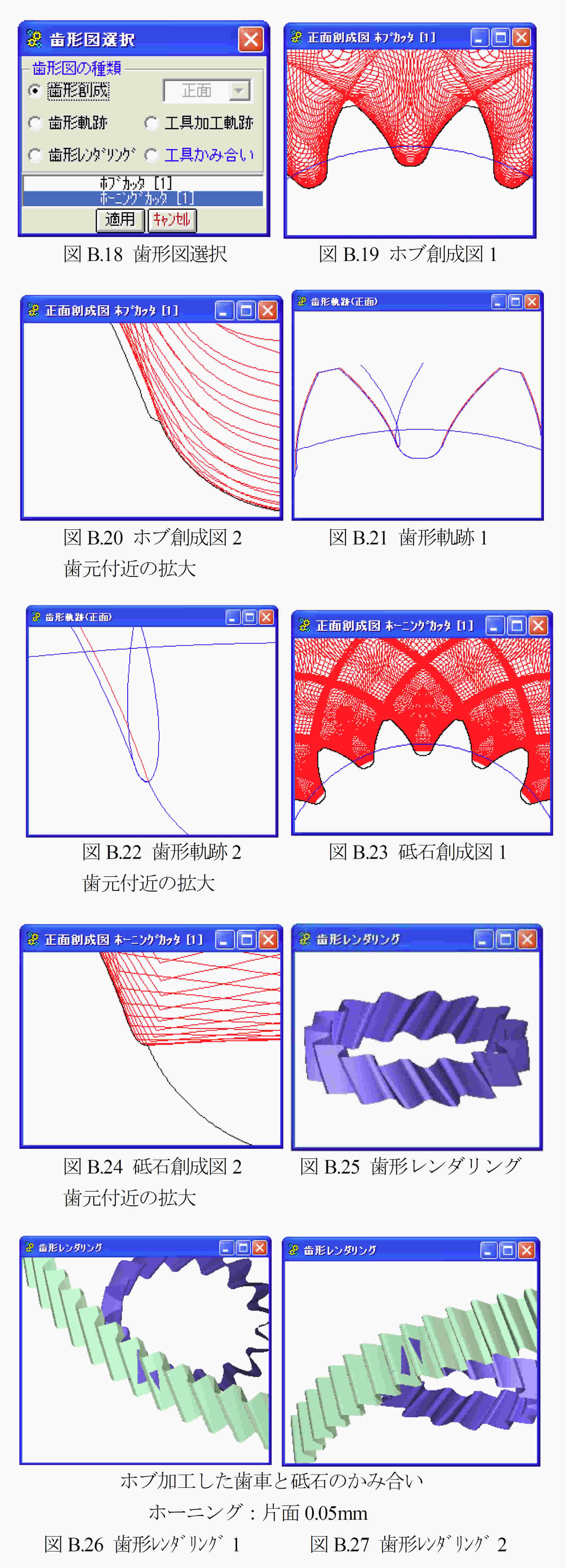
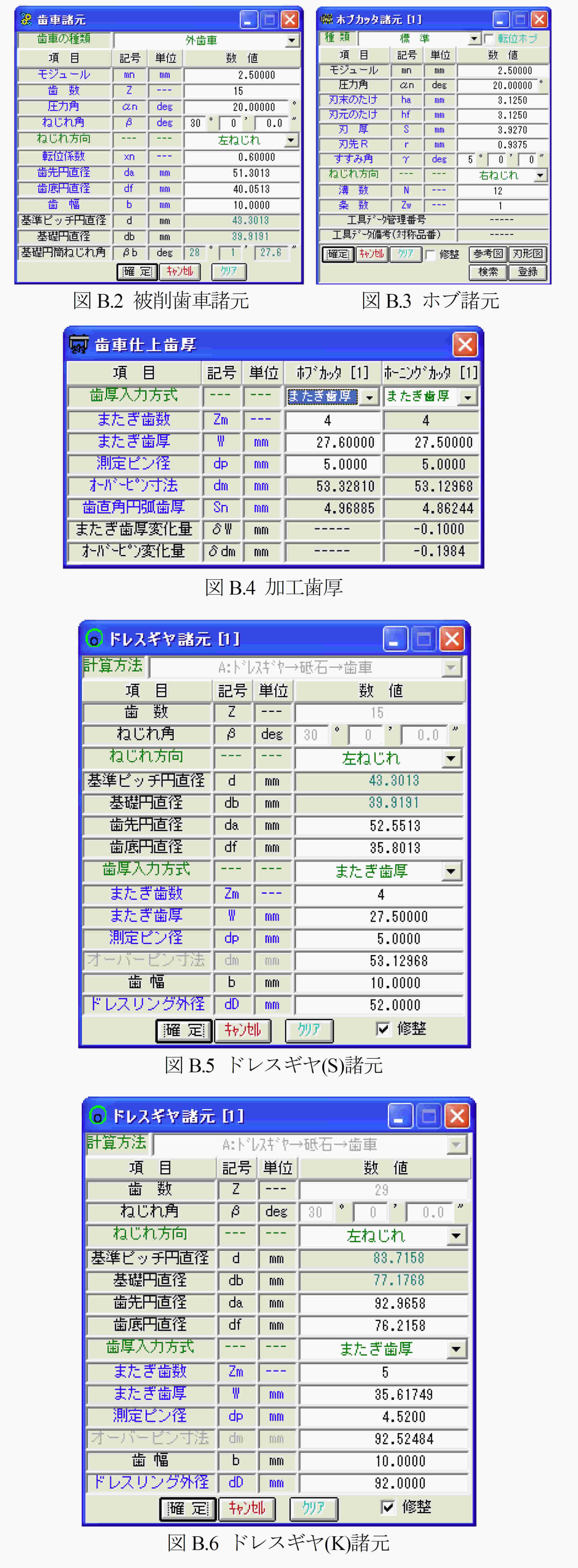
被削歯車は,モジュール2.5,歯数15,圧力角20°,ねじれ角30°のはすば歯車であり,歯車をホブ切削後にホーニング加工を行うものとした.ホーニング用砥石ドレス用のドレスギヤの歯数を,被削歯車と同じ15枚(ドレスギヤS)の場合と,歯数を29枚(ドレスギヤK)とした場合のシミュレーションを行う.
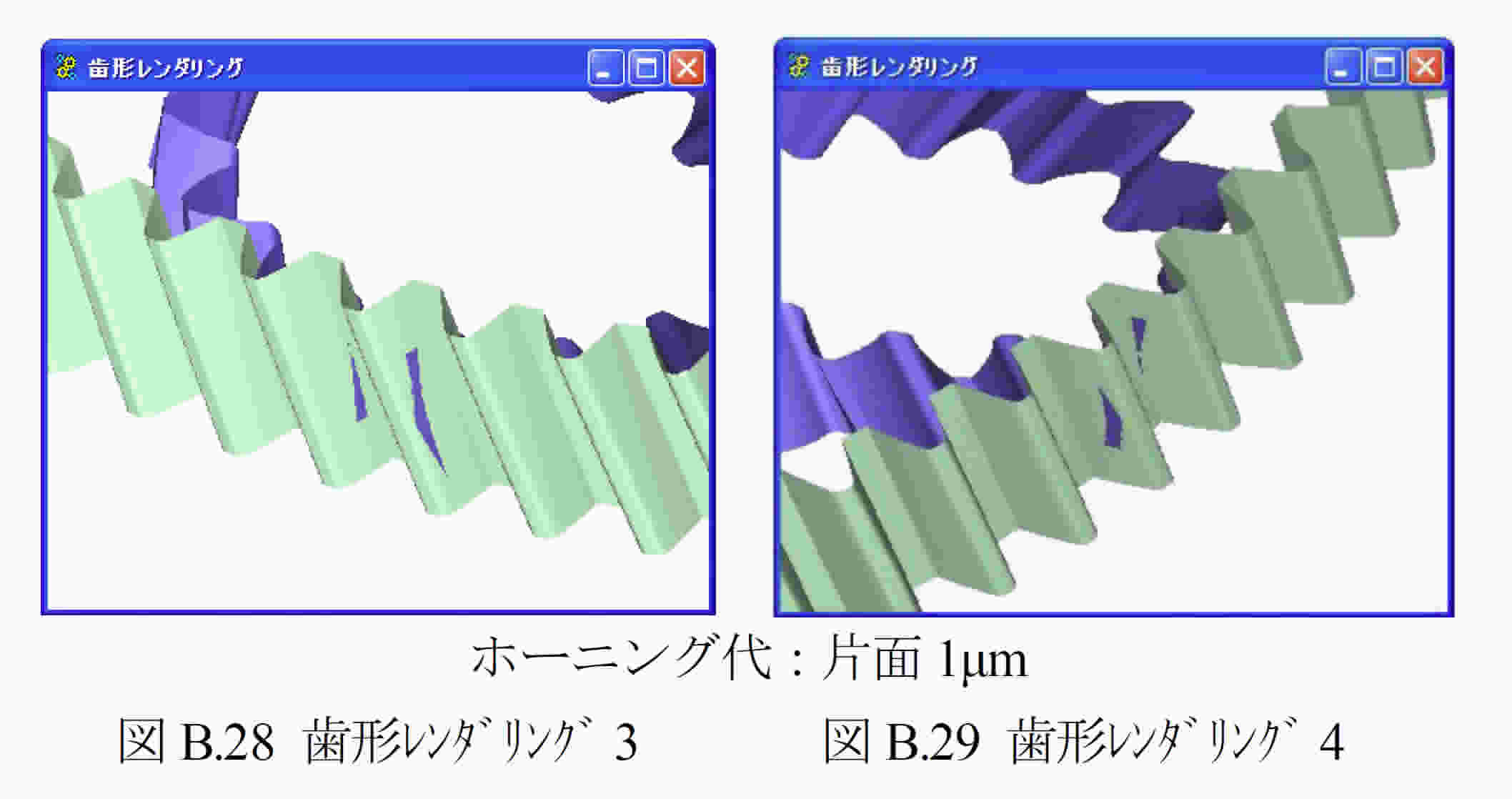
ドレスギヤにはS,K ともに同じ歯面修整を与えホーニング砥石をドレスした後にホーニング加工した.
B4. 歯車とドレスギヤ諸元
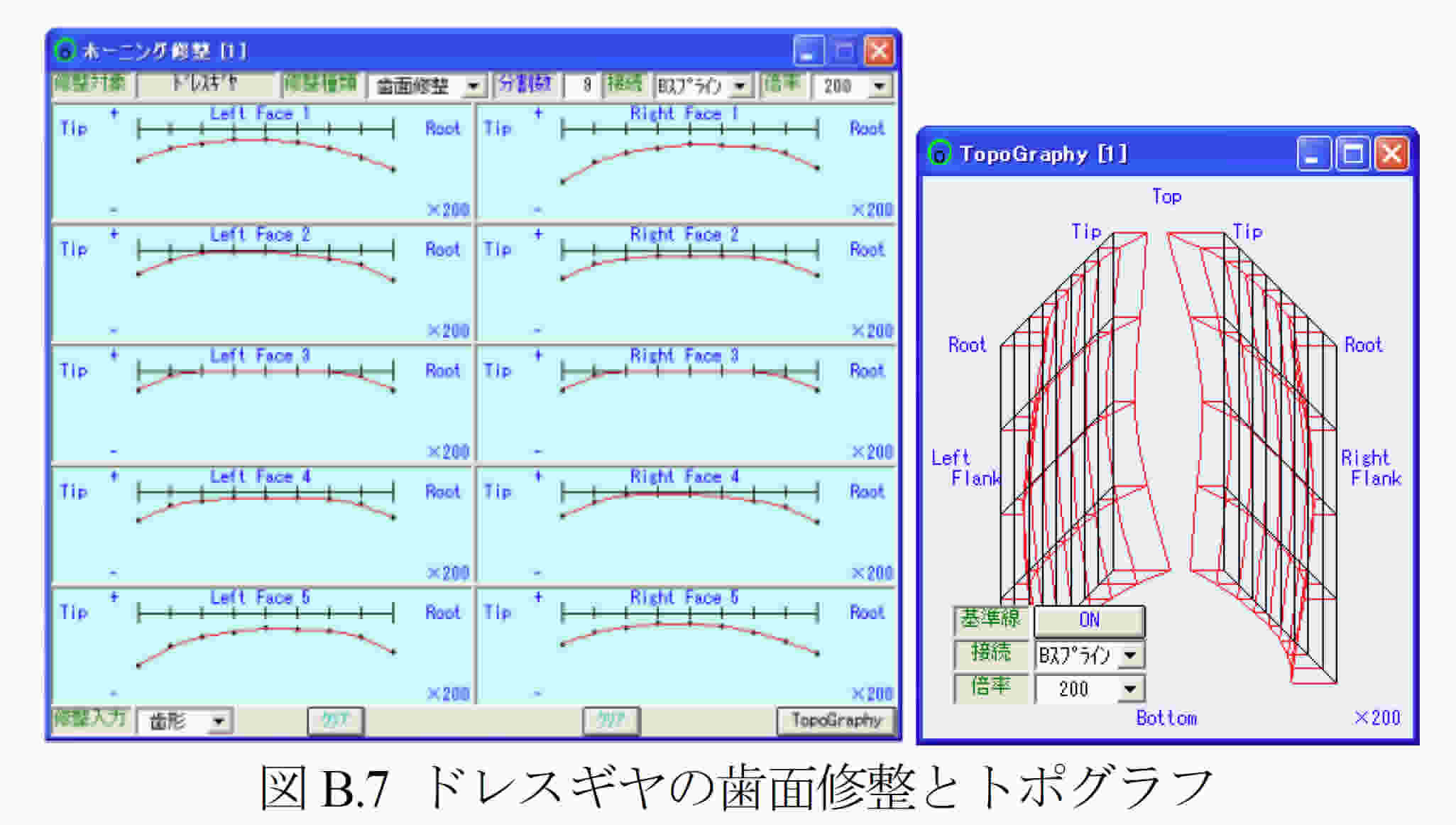
被削歯車の歯車諸元を図B.2に,ホブ諸元を図B.3に示す.加工時の歯厚は,図B.4に示すようにホーニング仕上げ代は,またぎ歯厚で0.1mm とし,ドレスギヤSおよびKには図B.7の歯面修整を与えている.
AMTEC www.amtecinc.co.jp