23.1概要
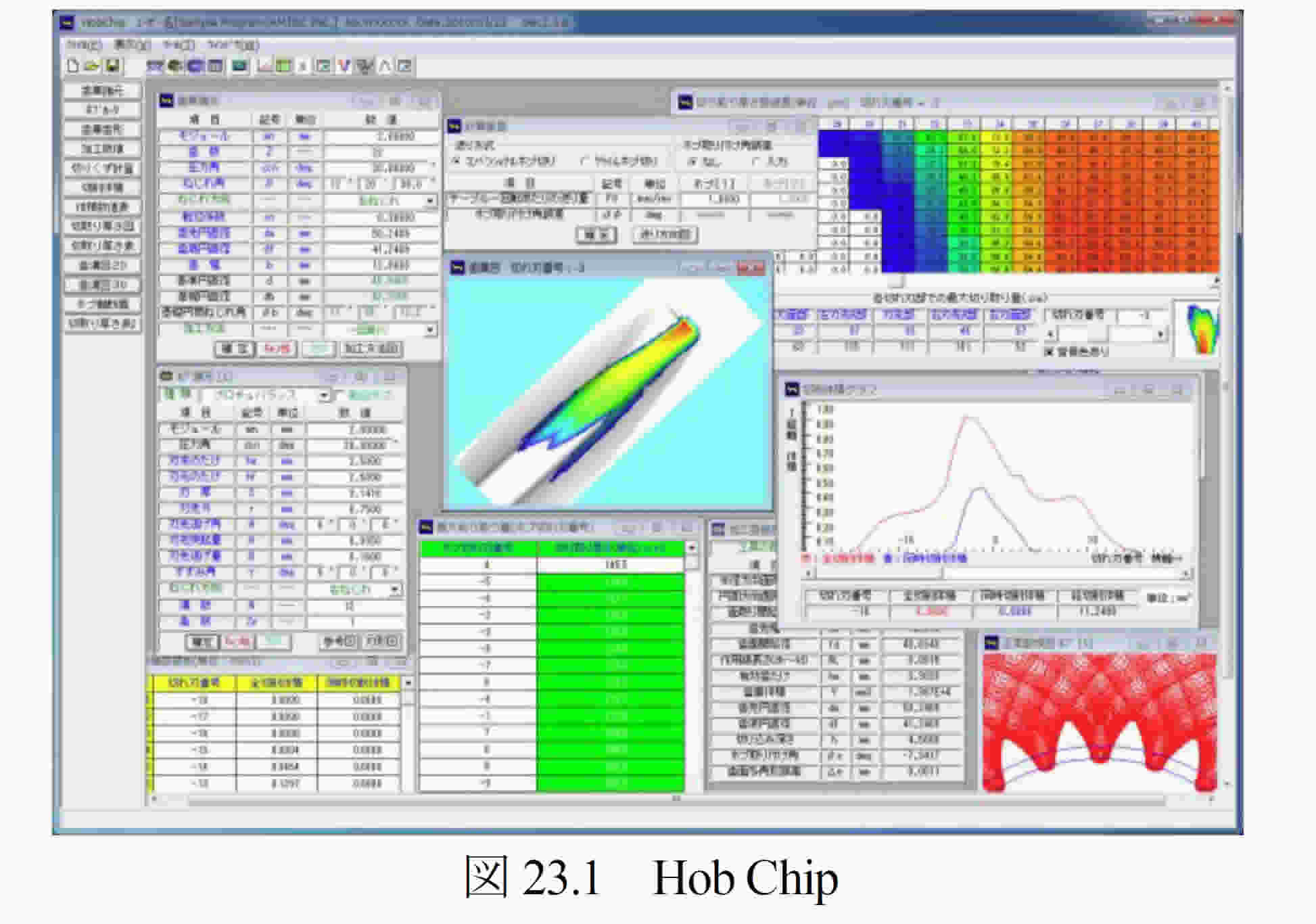
Hob Chipは,ホブ切削時における切粉の切取り形状や切取り厚さの計算や,ホブ切れ刃位置における切取り量をシミュレーションすることができるソフトウェアです.図23.1に全体画面を示します.
23.2歯車諸元入力
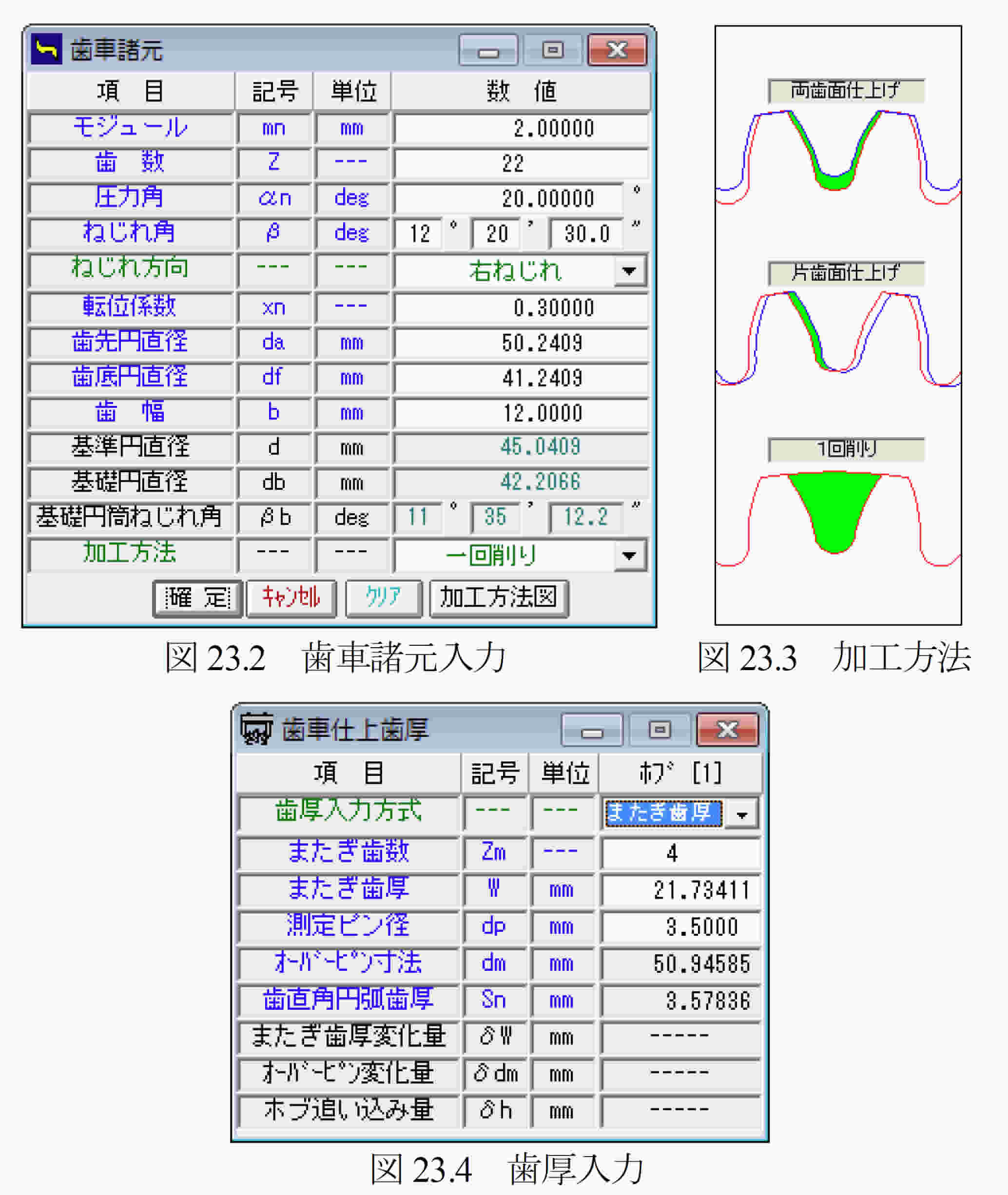
歯車諸元を,図23.2に示します.加工方法は,図23.3に示すように「両歯面仕上げ」,「片歯面仕上げ」,「1回削り」の3通りがありますが,本例では1回削りとして計算を進めます.加工歯厚は,「またぎ歯厚」,「オーバーピン寸法」,「円弧歯厚」の内から選択します.本例では,図23.4のように,またぎ歯厚を21.734mmとして計算を進めます.
23.3ホブ諸元入力
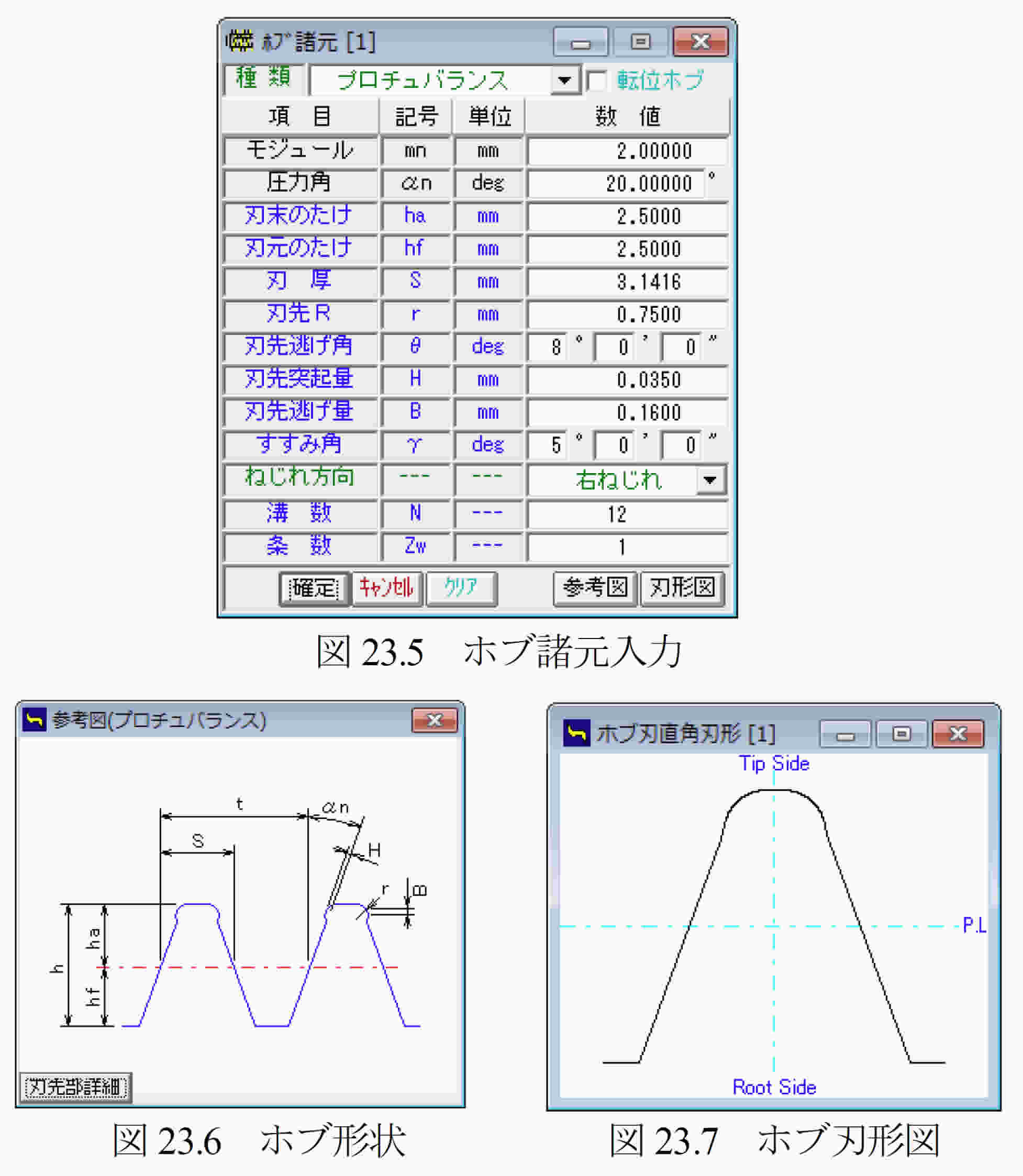
ホブの種類は,「標準」,「セミトッピング」,「プロチュバランス」,
23.4歯形図
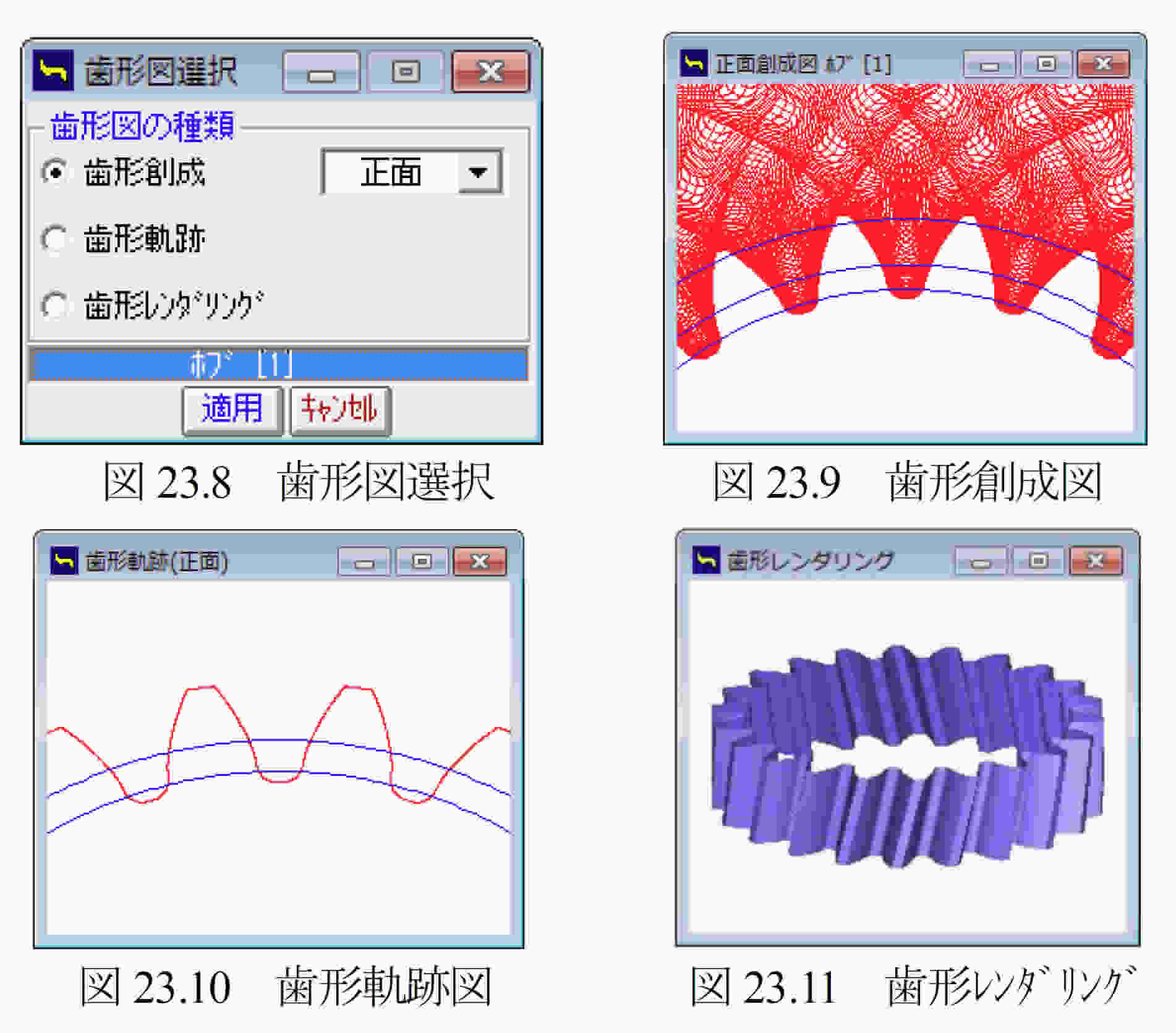
ホブ加工後の歯形を図23.8の歯形選択画面で歯形創成図(図23.9),歯形軌跡図(図23.10),歯形レンダリング(図23.11)の作図ができます.これらの歯形は,図23.5で設定したホブを使用して作図したものであり図23.10の歯形軌跡図からも明らかなようにホブのコブ形状を考慮した歯形図となっています.
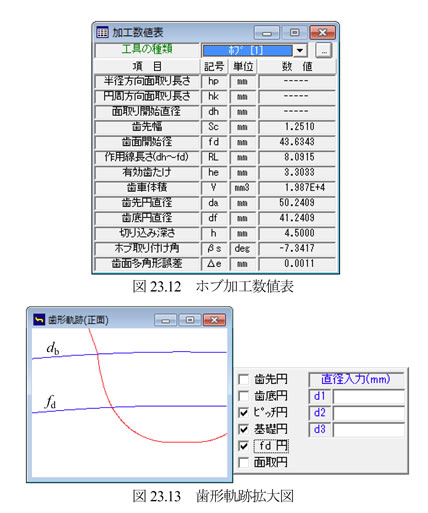
ホブ加工後の歯車寸法を図23.12に示します.本例の場合,面取りホブでないため面取りは発生していません.また,インボリュート開始径(歯面開始径)43.6343mmは,図23.13の歯形軌跡拡大図で確認することができます.
AMTEC www.amtecinc.co.jp