14.1 概要
本ソフトウェアは,GearPro Masterを新しくしたソフトウェアです.2016年2月を以ってGearPro Masterの販売は終了し,GearPro ⅲの販売とさせていただきます.
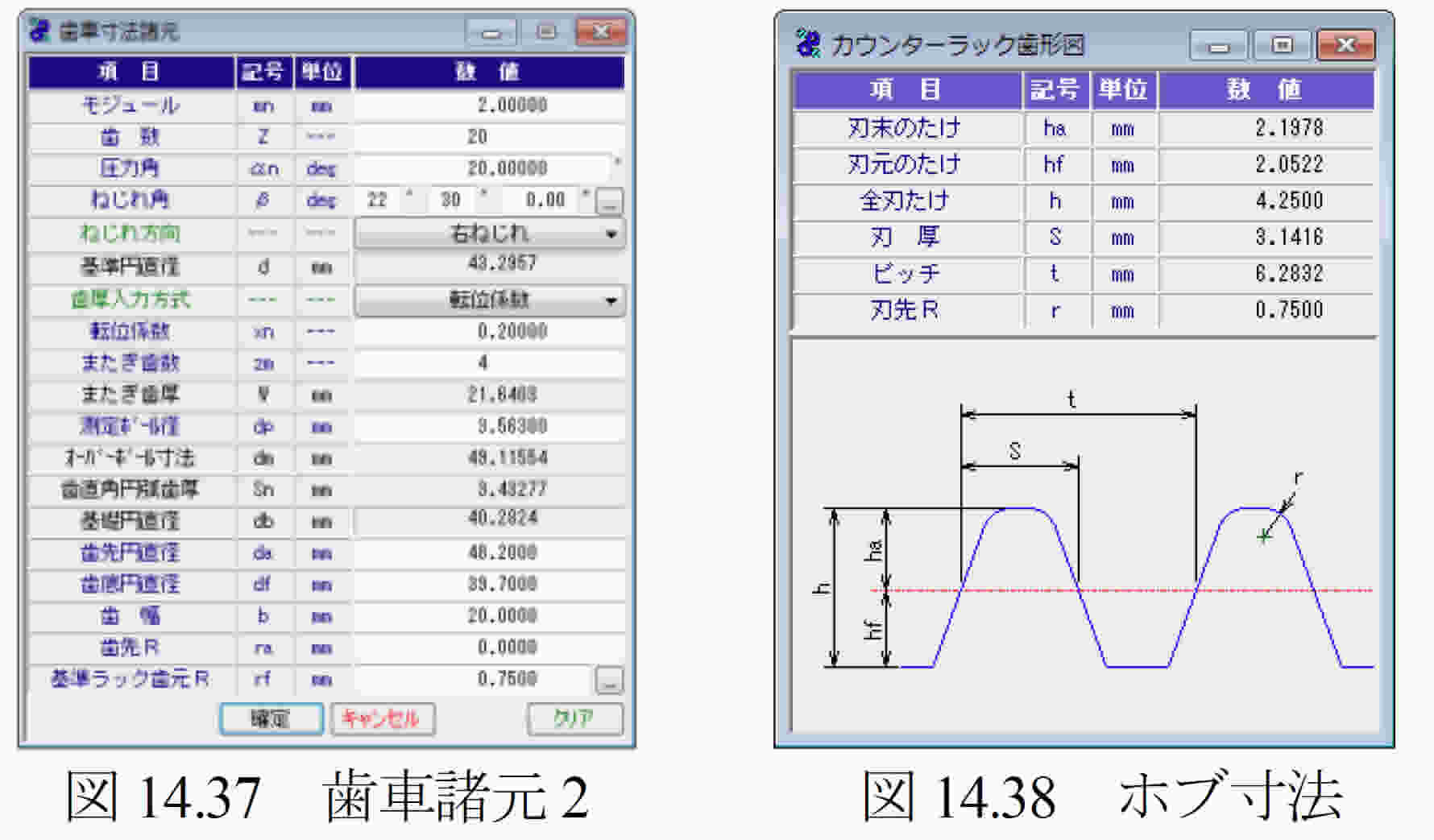
本ソフトウェアは成形歯車にも考慮し真円ではない歯車の歯形も生成することができ,歯形・歯すじ修整,そして軸方向直径修整にも対応していますので成形歯車の製造には最適なソフトウェアといえます.また,工具(ホブ,ピニオンカッタ)加工にも対応した歯形を生成することができますので金属歯車の加工シミュレーションとしても使用することができます.
今までオプション扱いしていた機能も一部,基本ソフトウェアに含めると共に種々新しい機能も追加し, HELP機能も設けています.図14.1にGearPro ⅲの全体画面を示します.
14.2 ソフトウェアの構成
GearProⅲの構成を表14.1に示します.表中の○は基本ソフトウェアに含まれ◎はオプションです.また,△は,別途お問い合わせください.

14.3 適用
(1) 歯車の種類:円筒歯車(外歯車,内歯車)
(2) 歯形:インボリュート
(3) 基準ラック:JIS, BS, DIN58400
(4) 工具
スセミトッピング
(4.2) ピニオンカッタ:標準,セミトッピング,プロチュバランス,プロチュバラン
スセミトッピング
(4.3) 工具による加工:外歯車はホブまたはピニオンカッタで加工し内歯車は
ピニオンカッタで加工します.
(5) 生成歯形:歯車歯形,電極歯形
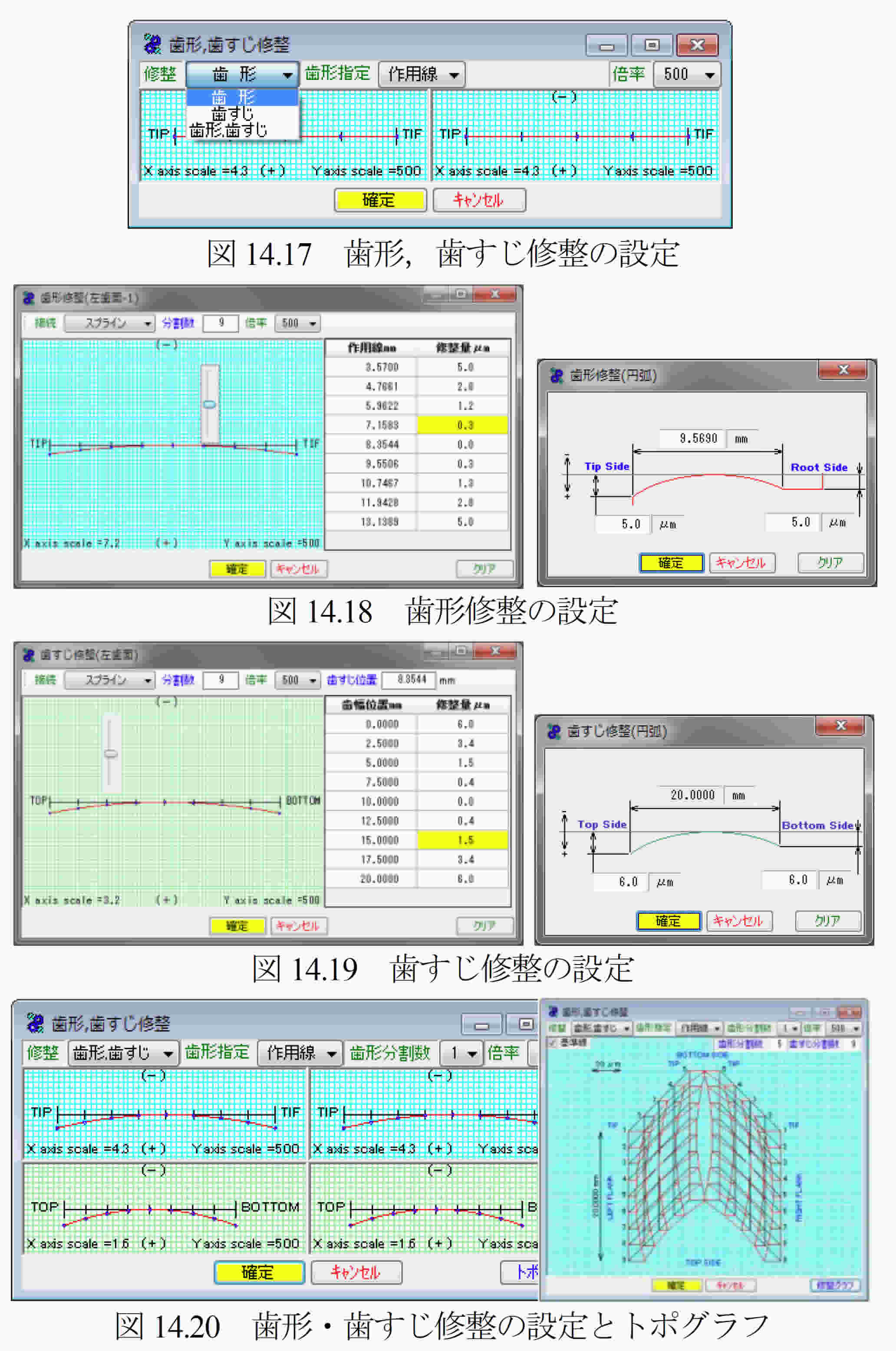
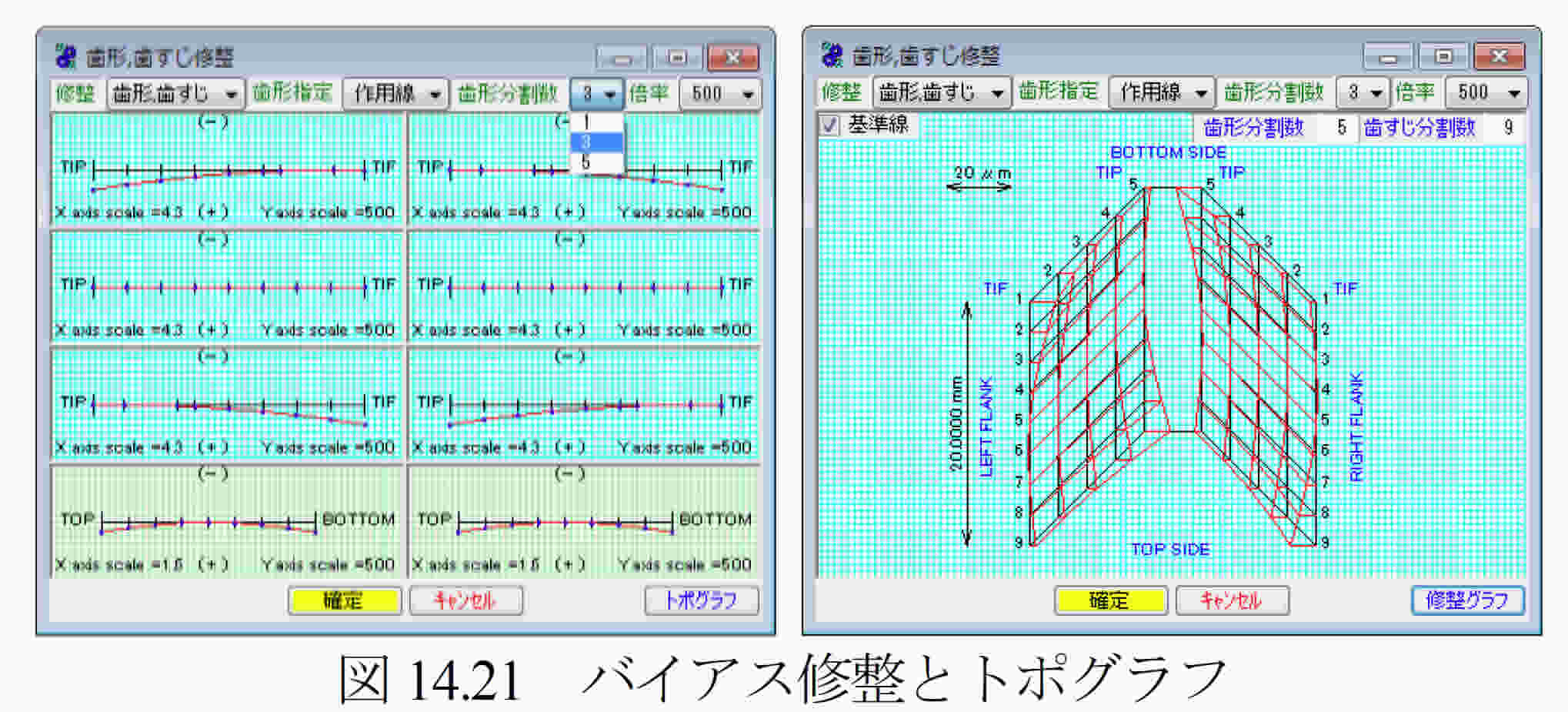
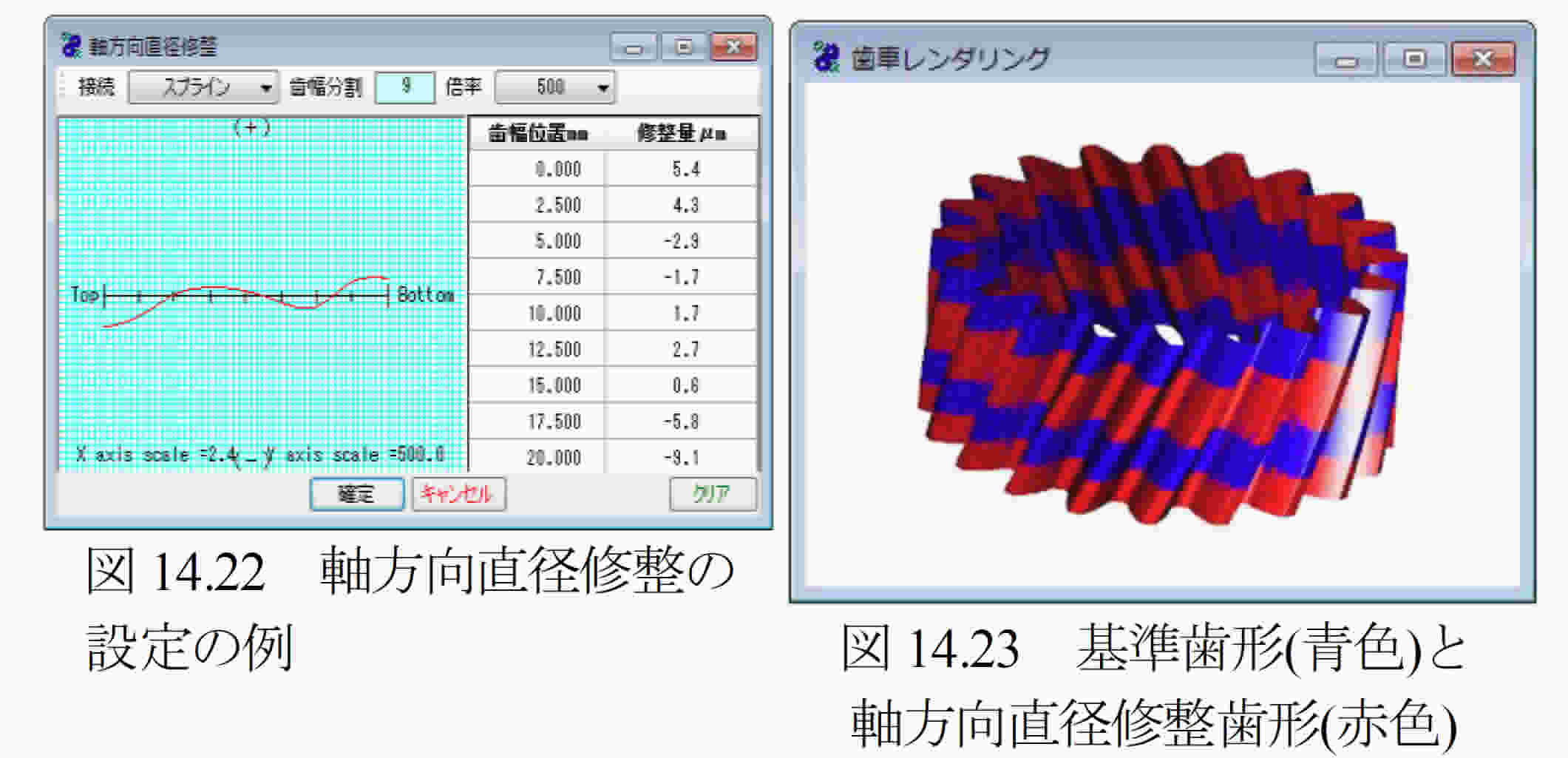
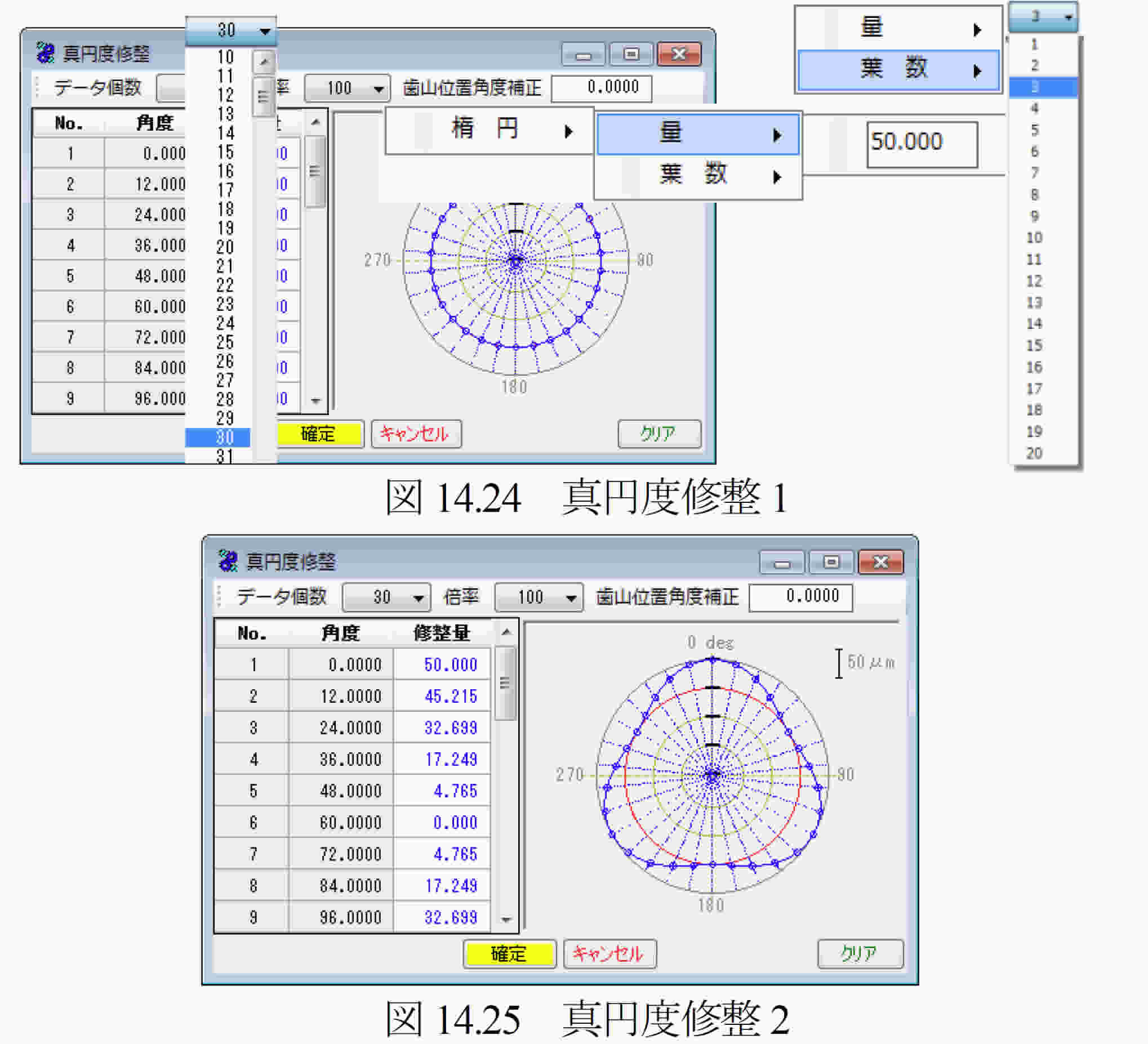
(6) 修整:歯形,歯すじ,真円度,軸方向直径
(7) 成形研削用砥石歯形の生成
14.4 基準ラック(プロパティ)
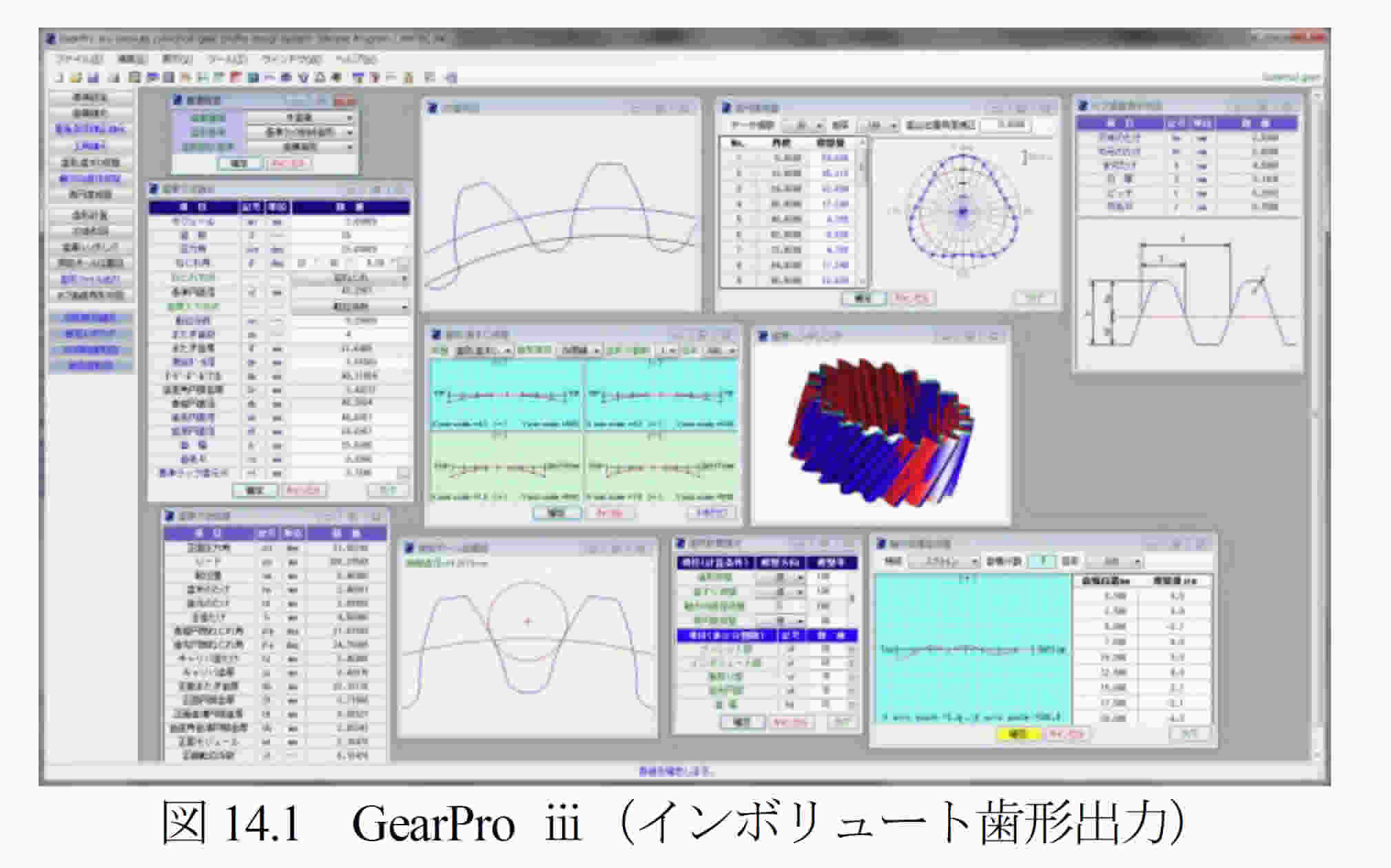
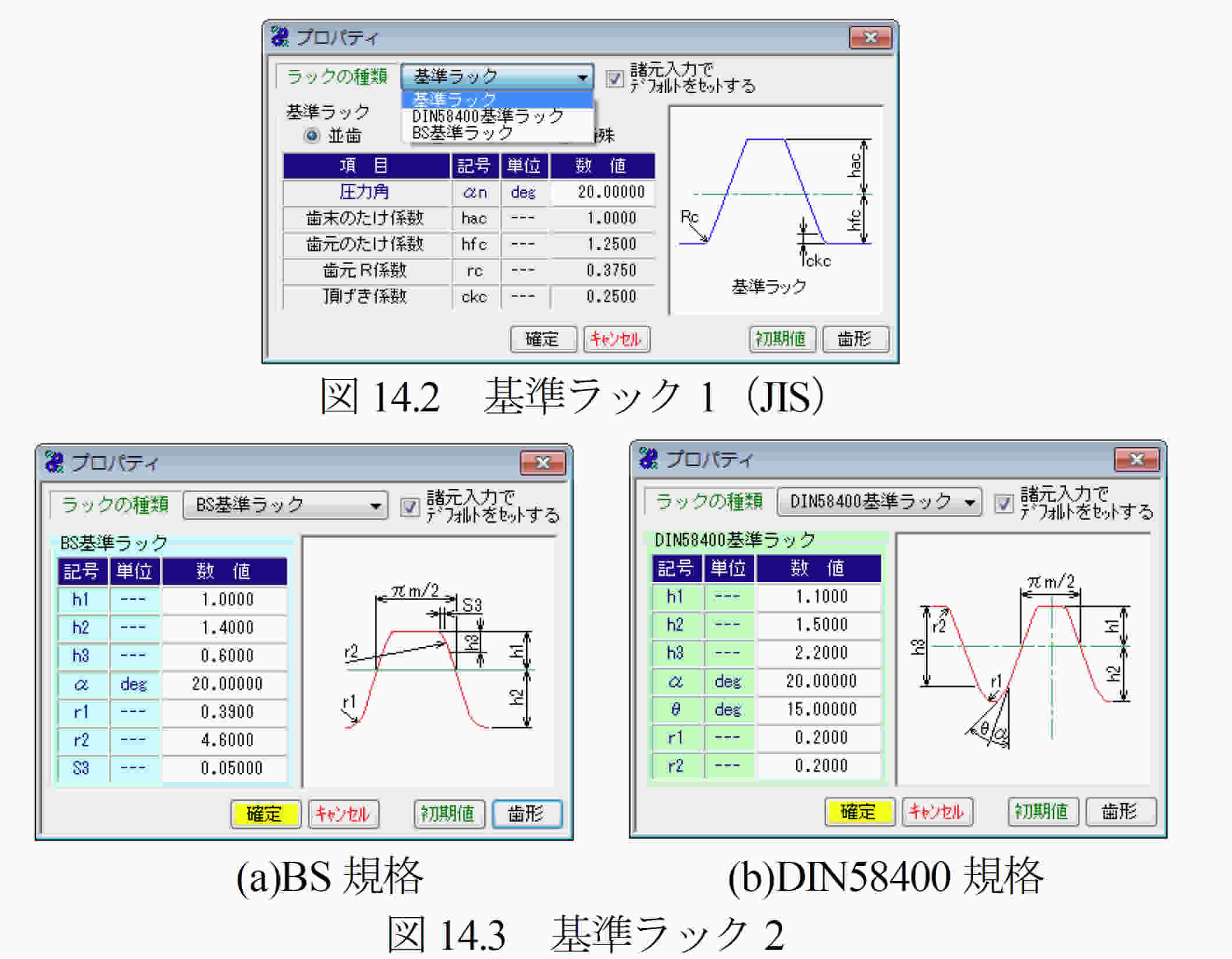
基準ラックを図14.2に示します.基準ラックの種類はJIS規格の他に,BS規格(オプション)およびDIN4158400規格(オプション)による基準ラックも設定することができます.図14.3にBS規格とDIN58400規格の基準ラックを示します.
「基準設定」では図14.4のように歯車の種類(外・内歯車の選択),歯形基準(基準ラック創成,工具切削,歯元R接続)そして歯形設計基準(歯車歯形,電極)を設定することができます.歯形基準で歯元R接続を選択できますが,これは古い図面にも対応することを考慮して設けています.
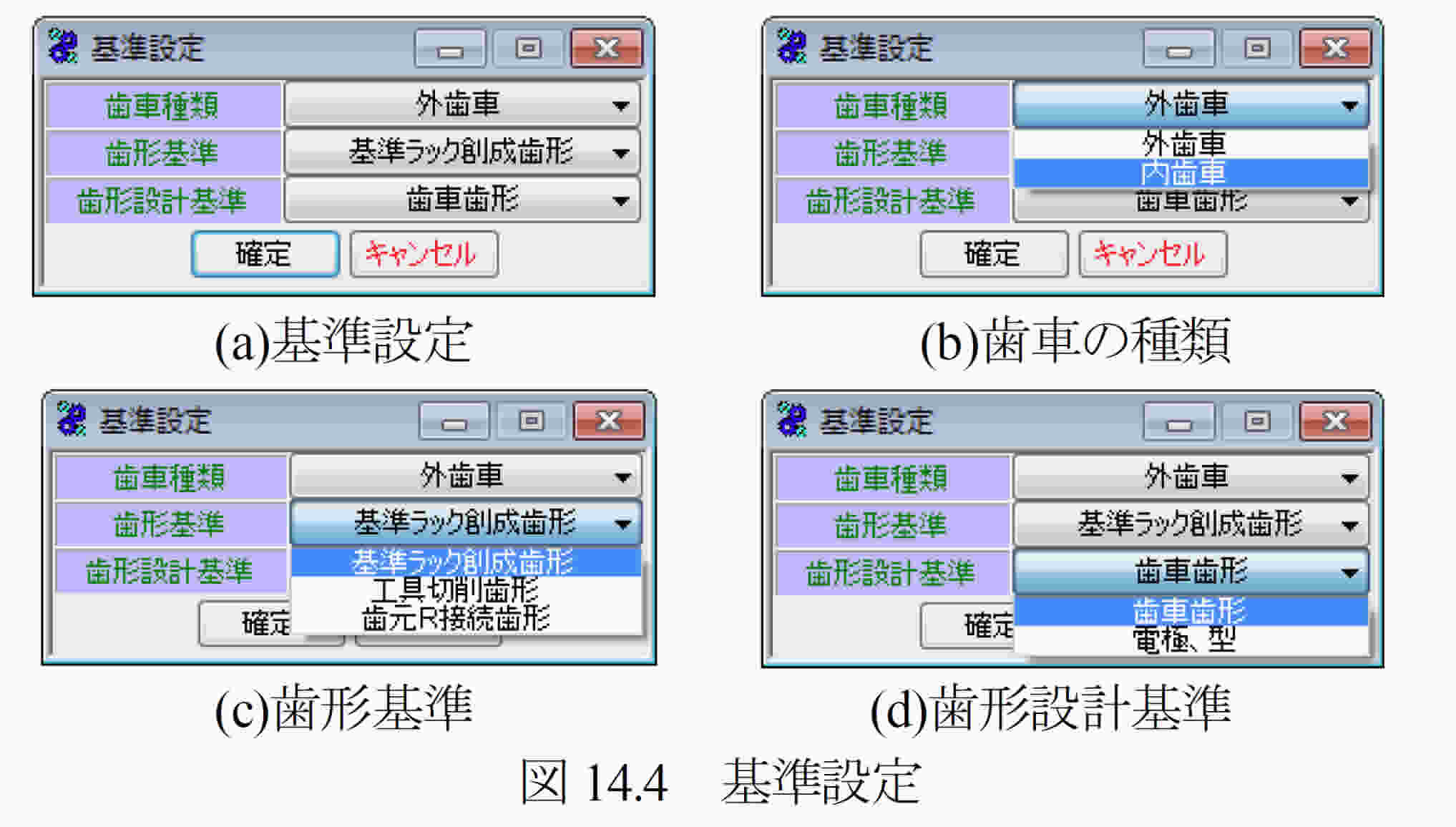
歯元を単一Rにすることの不具合は,歯数が少ない場合,相手歯車の歯先干渉の原因となります.また,強度計算は歯元形状がトロコイド形状であることを前提としていますのでそこに単一Rで歯車を製作すると強度計算の意味をなしません.そして,歯元単一R形状は,トロコイド形状に比して応力集中が大きくなります.このことはJIS B 1759(2013)「プラスチック円筒歯車の曲げ強さ評価方法」や成形プラスチック歯車研究専門委員会発行の「プラスチック歯車の設計指針」にも記載されています.
AMTEC www.amtecinc.co.jp