104.1 歯車成形研削盤

安田工業㈱ www.yasda.co.jp
〒719-0303 岡山県浅口郡里庄町浜中1160
TEL 0865-64-2511 FAX 0865-64-4535
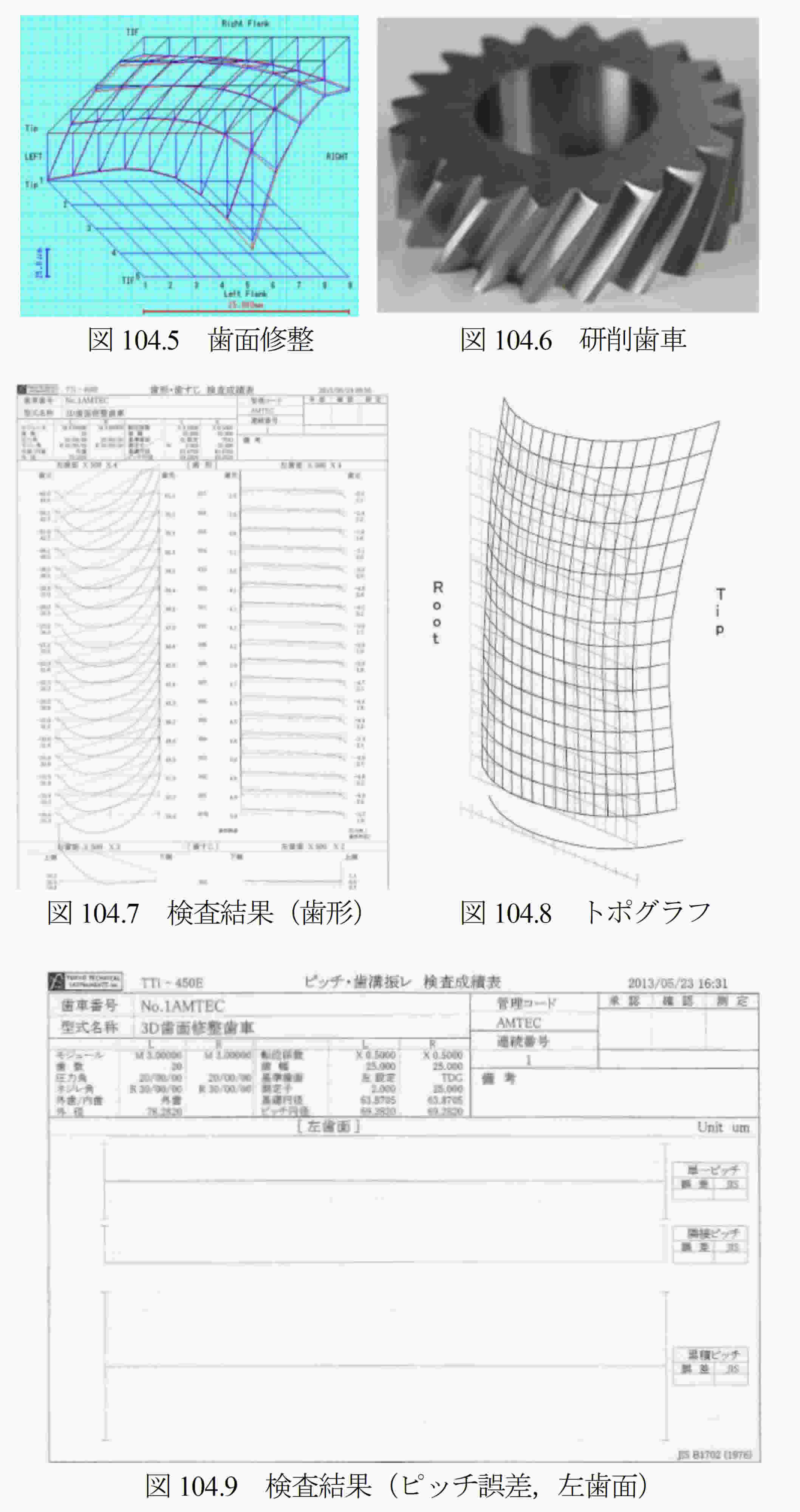
図104.1に示す歯車成形研削盤で,はすば歯車(mn=3, Z=20, α=20,β=30,xn=0.5, b=25)に歯面修整(図104.5:最大修整量=100μm)を持つ歯車を研削した.この歯車の写真を図104.6に示す.この歯車の歯面は1パスで研削されていて歯元はトロコイコイド形状である.また,歯面粗さはRa0.15~0.20μm,Rz0.89~1.55μmで歯車精度はJIS B 1702-1 N1級(累積ピッチ誤差:2.5μm)である.検査表を図104.7~104.9に示す.このように研削できるのは機械の性能は元より成形研削するためのソフトウェア,そしてこの精度に作り上げる歯車研削作業者の技量が必要であることは言うまでもない.なお,図104.9からも解るようにピッチ誤差を検査して悪い歯面のみ再研削するようなことはしていない.
累積ピッチ誤差がこのような高精度(2.5μm)で研削でき,歯元がトロコイド形状で,しかも大きな3D歯面修整が1パスで研削できる研削盤は国内外の研削盤について調査したが,図104.1および図104.2の研削盤が唯一の機械であった.
AMTEC www.amtecinc.co.jp